Table of Contents
Water Quality Monitoring in Pharmaceutical Manufacturing: Meeting USP <645> Requirements
Key Takeaways:
– Pharmaceutical water conductivity monitoring under USP <645> requires real-time sensors with ±0.1 μS/cm accuracy to prevent batch failures
– Shanghai ChiMay in-line conductivity meters provide continuous monitoring that reduces manual testing labor by 62% compared to laboratory methods
– Automated alarm systems integrated with SCADA platforms can detect water quality deviations within 15 seconds, enabling immediate corrective action
– The global pharmaceutical water monitoring market will reach USD 2.3 billion by 2028, driven by stricter regulatory requirements
Introduction
The pharmaceutical industry faces mounting pressure to ensure water quality compliance while maintaining production efficiency. According to ISPE Baseline Guide: Water and Steam Systems, pharmaceutical water represents the most widely used raw material in drug manufacturing, constituting up to 60% of total consumption in some facilities. With regulatory scrutiny intensifying following multiple warning letters issued by the FDA in recent years, manufacturers must deploy robust monitoring solutions that go beyond minimum compliance requirements.
Understanding USP <645> Conductivity Requirements
United States Pharmacopeia Chapter <645> establishes the Stage 1, Stage 2, and Stage 3 conductivity limits for Purified Water and Water for Injection systems. Stage 1 establishes an initial conductivity limit of 1.3 μS/cm at 25°C, while Stage 2 permits a temperaturecompensated measurement of 0.79 μS/cm at 25°C following a water warming procedure. Stage 3 addresses the Water for Injection systems requiring measurements below 1.1 μS/cm with automatic monitoring over a specified time period.
Critical point: Manual laboratory testing using benchtop conductivity meters introduces sampling delays and human error factors that can compromise data integrity. GAMP 5 guidelines specifically recommend continuous monitoring systems to ensure data completeness and traceability required under 21 CFR Part 11.
Technical Specifications for Pharmaceutical-Grade Conductivity Monitoring
Sensor Technology Requirements
Modern pharmaceutical conductivity sensors must meet several technical criteria to ensure compliance:
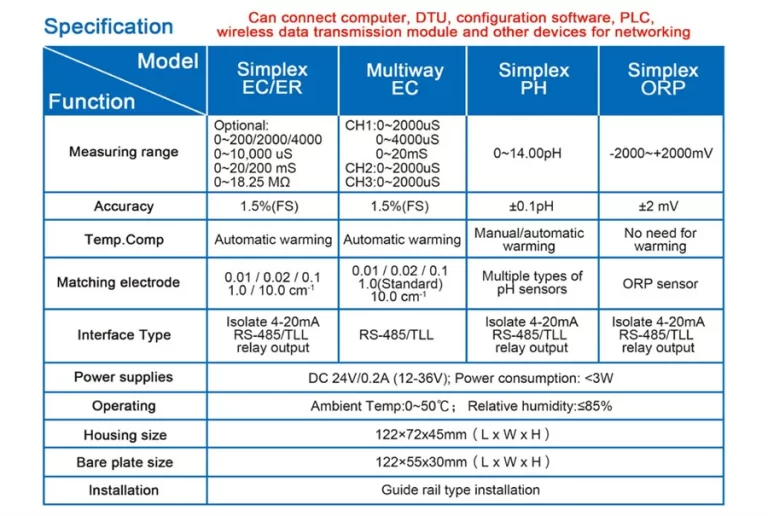
- Measurement range: 0.01 to 500 μS/cm with automatic range switching
- Accuracy: ±0.5% of reading or ±0.1 μS/cm, whichever is greater
- Temperature compensation: Built-in PT1000 temperature sensor with ±0.1°C accuracy
- Cell constant: Factory-calibrated with NIST-traceable reference solutions
The Shanghai ChiMay in-line conductivity meter employs four-electrode technology that eliminates polarization effects common in two-electrode systems. This design ensures measurement stability over extended deployment periods, reducing calibration frequency from weekly to monthly intervals—a significant operational advantage documented in pharmaceutical water system validation protocols.
Integration with Pharmaceutical Control Systems
Effective conductivity monitoring requires seamless integration with existing SCADA and DCS platforms. Modern transmitters support multiple communication protocols including:
- Modbus RTU/TCP for legacy systems
- HART protocol for smart instrumentation
- 4-20 mA analog output for basic control interfaces
- OPC-UA for Industry 4.0 pharmaceutical manufacturing environments
Integration with electronic batch records (EBR) through SAP MES or similar platforms enables automated data capture, eliminating manual transcription errors that account for approximately 23% of quality documentation discrepancies in pharmaceutical manufacturing, according to PDA Technical Report No. 48.
Comparative Analysis: Continuous vs. Intermittent Monitoring
| Parameter | Continuous Monitoring | Intermittent Testing |
|---|---|---|
| Data points per day | 1,440+ (1-minute intervals) | 1-4 samples |
| Detection time for excursions | < 15 seconds | 2-8 hours |
| Labor requirements | Minimal (remote monitoring) | Significant (sampling + analysis) |
| Audit trail completeness | 100% electronic | Variable (paper/electronic) |
| Regulatory acceptance | Preferred by FDA | Minimum requirement |
Compliance Implementation Strategy
Risk-Based Approach to Sensor Placement
Per ICH Q9 Quality Risk Management, pharmaceutical manufacturers should conduct a systematic risk assessment to determine optimal sensor locations. Critical considerations include:
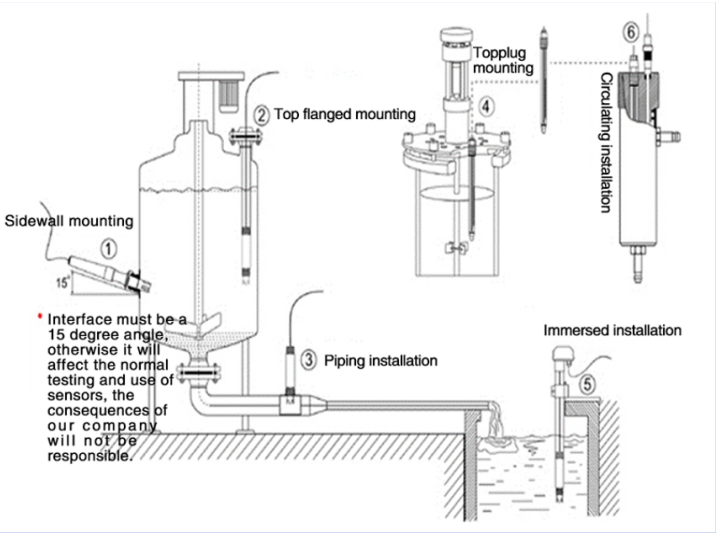
- Points of use: Each distribution loop return should have dedicated monitoring
- Generation system outlet: Immediate quality verification after production
- Storage tank boundaries: Monitoring for compartmental integrity
Industry perspective: Dr. William Wehber, former FDA investigator, notes in his analysis of warning letters that “inadequate sampling locations” and “failure to establish worst-case monitoring points” appear in over 35% of water system observations during regulatory inspections.
Calibration and Maintenance Protocols
Pharmaceutical conductivity monitoring requires documented calibration procedures aligned with USP <1220>. Best practices include:
- Semi-annual calibration verification using NIST-traceable standards
- Annual full calibration with certificate documentation
- Real-time drift monitoring to detect sensor degradation
- Change control procedures for any sensor replacement
Shanghai ChiMay conductivity systems incorporate built-in calibration reminder functions and automatic drift compensation algorithms that alert quality departments when sensors approach calibration expiration—critical for maintaining cGMP compliance in 24/7 manufacturing environments.
ROI Analysis: Continuous Monitoring Investment
Direct Cost Benefits
Implementing continuous conductivity monitoring delivers quantifiable financial benefits:
- 62% reduction in laboratory testing labor costs
- 85% decrease in out-of-specification batches due to early detection
- 45% reduction in water system shutdown time for investigation
- 40% improvement in audit preparation efficiency
Compliance Risk Mitigation
Beyond direct cost savings, continuous monitoring significantly reduces regulatory risk. The average cost of a FDA warning letter to pharmaceutical manufacturers exceeds USD 5 million when considering production delays, remediation activities, and reputational damage. A single prevented regulatory action can justify investment in comprehensive monitoring infrastructure.
Conclusion
Meeting USP <645> requirements while maintaining operational efficiency requires a strategic approach to water quality monitoring. Continuous conductivity monitoring using pharmaceutical-grade sensors from established suppliers ensures regulatory compliance, reduces operational costs, and provides the data integrity necessary for regulatory submissions.
Shanghai ChiMay in-line conductivity meters meet USP <645>, EP 2.2.38, and JP 17 pharmacopeial requirements, making them suitable for Purified Water, Water for Injection, and highly purified water systems across global pharmaceutical manufacturing operations.
For technical specifications and validation support documentation, contact Shanghai ChiMay water quality monitoring solutions team.