Key Takeaways:
- Scale formation reduces boiler efficiency by 10-15% annually
- Properly sized softener valves extend boiler life by 20-30%
- Automatic regeneration systems reduce operating costs by 40% versus manual operation
Steam systems serve as the energy backbone for countless industrial facilities—from food processing plants to chemical manufacturers to hospitals. The water quality feeding these systems directly determines energy efficiency, equipment longevity, and operational reliability.
Boiler feedwater conditioning through water softening removes hardness ions (calcium and magnesium) that would otherwise form insoluble scale on heat transfer surfaces. The control valves managing this softening process significantly impact system performance, maintenance requirements, and operating costs.
Table of Contents
The Scale Formation Problem
Hardness minerals entering boiler systems precipitate when heated:
Calcium carbonate (CaCO₃): Primary scale former in most water supplies. Solubility decreases 75% as temperature increases from 25°C to 100°C, causing precipitation on heated surfaces.
Calcium sulfate (CaSO₄): Forms extremely hard, adherent scale. Reverse solubility means precipitation increases with temperature—particularly problematic in high-pressure boilers.
Magnesium silicates: Form glassy, difficult-to-remove deposits when silica is present. These deposits have thermal conductivity less than 0.1% of steel, creating severe insulation.
Economic Impact of Scale
Even 1mm thickness of calcium carbonate scale:
- Reduces heat transfer efficiency by 8-10%
- Increases fuel consumption by 5-8%
- Creates localized overheating leading to tube failures
- Requires expensive chemical cleaning or tube replacement
American Society of Mechanical Engineers (ASME) research demonstrates that scale-covered boiler tubes operate at temperatures up to 150°F higher than clean tubes to achieve the same steam output—significantly accelerating creep damage and failure mechanisms.
Annual cost of scale-related losses for a typical industrial facility:
- $15,000-50,000 in excess fuel consumption
- $5,000-20,000 in reduced equipment life
- $2,000-10,000 in maintenance and cleaning
- $10,000-100,000+ in production losses from unplanned downtime
Water Softening Technology Fundamentals
Ion Exchange Process
Ion exchange water softeners replace hardness ions with sodium ions using cation exchange resin:
Resin beads contain sulfonic acid functional groups that exchange Na⁺ ions for Ca²⁺ and Mg²⁺ ions. Over time, resin becomes saturated with hardness ions and requires regeneration using sodium chloride (brine) solution.
The regeneration process involves sequential steps:
- Backwash: Upward flow loosens resin bed, removes accumulated debris
- Brine draw: Sodium-rich solution contacts resin, displacing hardness ions
- Slow rinse: Removes remaining brine from resin bed
- Fast rinse: Final flushing restores softening capacity
ChiMay's softener valve controls this regeneration sequence automatically, based on programmed settings or actual water usage.
Single vs. Twin-Alternating Systems
Single softener systems provide continuous softening but require shutdown during regeneration. This interruption may be unacceptable for facilities requiring 24/7 steam availability.
Twin-alternating systems use two softening units:
- One unit operates while the other regenerates
- Seamless transition maintains continuous softening
- Extended service runtimes between regenerations
- Higher capital cost but superior reliability
control valve Specifications for Softening Applications
Valve Sizing Fundamentals
Proper valve sizing ensures adequate flow capacity while maintaining control accuracy:
Flow coefficient (Cv): Quantifies valve capacity. Defined as flow rate (GPM) of water that creates 1 psi pressure drop at 60°F.
Valve selection criteria:
- Design flow rate: Peak demand plus margin (typically 25-50%)
- Allowable pressure drop: System pressure availability minus minimum operating pressure
- Turndown ratio: Ratio of maximum to minimum controllable flow
ASME Boiler and Pressure Vessel Code provides guidance on control valve sizing for steam and water applications.
Regeneration Control Types
Time-clock control: Initiates regeneration at preset times regardless of actual water usage. Simple but wasteful—regenerates even when not needed.
Meter-initiated control: Initiates regeneration based on cumulative water throughput. More efficient—regenerates based on actual softening capacity consumption.
Demand-initiated control: Uses conductivity sensors or hardness monitors to detect when regeneration is actually needed. Most efficient approach, adapting to actual water quality variations.
Modern softener valves combine multiple control modes, using demand-initiated primary control with time backup to ensure regeneration occurs even if primary sensing fails.
Material Selection
Softener valve materials must withstand:
- Corrosive brine solutions: Concentrated sodium chloride at acidic pH
- High flow velocities: Erosive conditions during backwash
- Mechanical stress: Repeated cycling over many years
Common materials:
| Component | Material | Suitability |
|---|---|---|
| Valve body | NSF/NSF-61 certified brass or reinforced nylon | Excellent for potable water |
| Piston/seals | EPDM or NBR rubber | Good chemical resistance |
| Injection nozzles | Polypropylene or stainless steel | Corrosion resistant |
| Resin tanks | Fiberglass-wrapped steel or composite | Structural integrity |
Softening and Filtering Valve Integration
Many applications require combined softening and filtration:
Suspended solids entering softeners can:
- Foul exchange sites: Reducing softening capacity
- Channel resin beds: Allowing hardness breakthrough
- Damage control valves: Causing abrasive wear
ChiMay's softening and filtering valve combines:
- Primary softening stage: Ion exchange for hardness removal
- Polishing filtration stage: Multi-media or cartridge filtration for solids removal
- Single regeneration cycle: Simultaneous regeneration of both stages
System specifications for combined units:
- Flow capacity: 1-30 m³/h per unit
- Filtration accuracy: 100 μm (multi-media) to 5 μm (cartridge)
- Regeneration cycle: 30-60 minutes depending on configuration
- Service interval: 7-14 days depending on water quality
Performance Optimization Strategies
Regeneration Optimization
Brine concentration: Optimal regeneration uses 10-15% NaCl solution. Higher concentrations waste salt; lower concentrations reduce regeneration efficiency.
Brine contact time: Minimum 20-30 minutes ensures complete hardness displacement. Insufficient contact time causes hardness leakage.
Backwash flow rate: Must be sufficient to fluidize resin bed (typically 4-5 gpm/ft²) for effective cleaning without resin loss.
Monitoring and Control
Softener valve performance monitoring enables optimization:
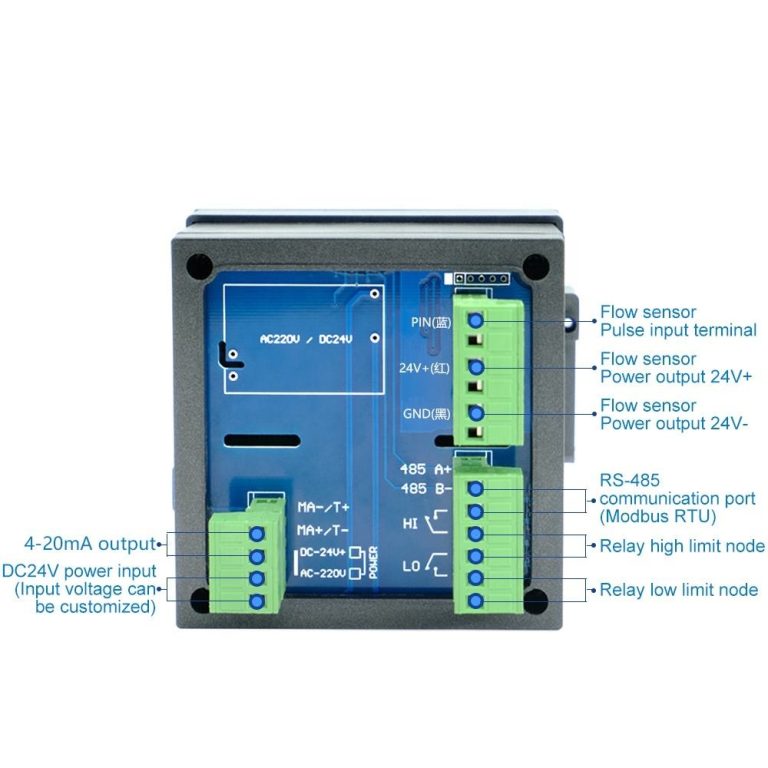
Conductivity measurement: Online conductivity meters at softener outlet detect hardness breakthrough before it reaches the boiler. Alarm setpoints trigger regeneration or maintenance alerts.
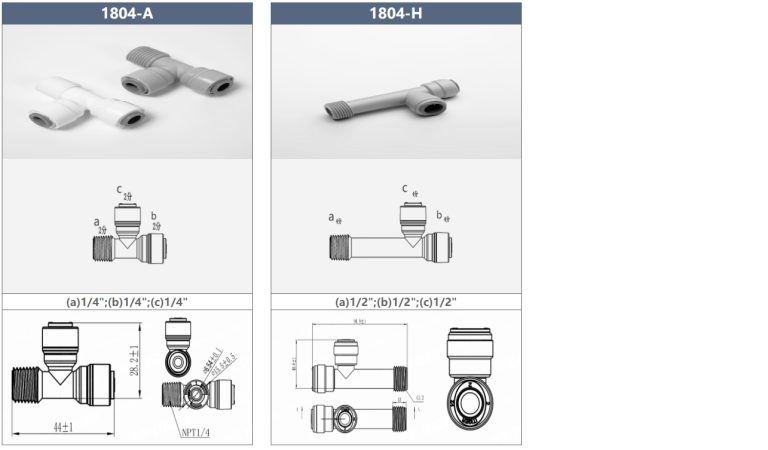
Flow measurement: Paddle wheel inserted flow meters track cumulative throughput, enabling demand-initiated regeneration control.
Salt level monitoring: Level sensors in brine tanks alert operators to low salt inventory before regeneration fails.
Troubleshooting Guide
| Symptom | Possible Cause | Corrective Action |
|---|---|---|
| Hardness in softened water | Exhausted resin | Initiate manual regeneration |
| High pressure drop | Fouled resin bed | Extended backwash |
| Salt consumption increase | Resin fouling | Resin cleaning or replacement |
| Water hammer during regeneration | Rapid valve actuation | Adjust valve timing |
| Continuous regeneration | Faulty pilot valve | Inspect/replace valve components |
Economic Analysis
Consider a food processing facility with 200 HP boiler operating 8,000 hours annually:
Current State:
- Softening: Manual regeneration, time-clock controlled
- Hardness breakthrough: Monthly events requiring boiler treatment
- Energy costs: $280,000 annually (fuel)
- Maintenance: $45,000 annually (scale removal, repairs)
- Production losses: $30,000 annually (downtime)
System Upgrade:
- Twin-alternating softener with demand-initiated control
- Flow meters and conductivity monitors for each unit
- Automatic regeneration control
- Total investment: $75,000
Projected Results:
| Category | Improvement | Annual Value |
|---|---|---|
| Energy efficiency | 10% reduction from reduced scale | $28,000 |
| Maintenance | 60% reduction in scale-related work | $27,000 |
| Production | 80% reduction in downtime | $24,000 |
| Salt consumption | 25% reduction from demand control | $4,500 |
| Total annual savings | $83,500 |
ROI: 111%
Payback period: 11 months
Future Developments
Emerging technologies in water softening control:
IoT-enabled valves: Cloud-connected softener valves enable remote monitoring, automated reporting, and predictive maintenance based on actual performance data.
Zero-hardness sensing: Electrochemical hardness sensors providing continuous hardness measurement at parts-per-billion levels enable unprecedented optimization.
Electrodialysis reversal (EDR): Membrane-based alternative to ion exchange offering continuous operation without chemical regeneration—promising for very high-hardness applications.
Magnetic and electronic conditioning: Non-chemical approaches offering scale prevention without softener systems—though performance claims remain controversial in technical literature.
The critical role of control valves in boiler water softening cannot be overstated. Proper valve selection, sizing, and control strategy directly determine system efficiency, reliability, and operating costs. Investment in modern softener valve technology generates compelling returns through reduced energy consumption, extended equipment life, and improved operational reliability.