“PA66 13GF : Solide, durable et fiable pour tous vos besoins industriels.”
Table of Contents
Avantages de l’utilisation du PA66 13GF dans les applications automobiles
Le polyamide 66, communément appelé PA66, est un plastique technique polyvalent largement utilisé dans diverses industries en raison de ses excellentes propriétés mécaniques, de sa stabilité thermique et de sa résistance chimique. Lorsqu’il est renforcé avec 13 % de fibre de verre (13GF), le PA66 devient encore plus résistant et plus durable, ce qui en fait un matériau idéal pour les applications automobiles.
L’un des principaux avantages de l’utilisation du PA66 13GF dans les applications automobiles est son rapport résistance/poids élevé. rapport. L’ajout d’un renfort en fibre de verre augmente considérablement la résistance à la traction et la rigidité du matériau, le rendant ainsi adapté aux composants structurels qui nécessitent une résistance et une rigidité élevées. Cela permet aux constructeurs automobiles de concevoir des véhicules plus légers sans compromettre les performances ou la sécurité.
En plus de sa haute résistance, le PA66 13GF offre également une excellente résistance aux chocs, ce qui est crucial pour les pièces automobiles soumises à des chocs et des vibrations soudains. Le renfort en fibre de verre aide à répartir l’énergie d’impact plus uniformément dans tout le matériau, réduisant ainsi le risque de fissuration ou de défaillance. Cela fait du PA66 13GF un choix idéal pour les pare-chocs, les ailes et autres composants extérieurs exposés à des impacts potentiels lors de la conduite quotidienne.
De plus, le PA66 13GF possède une excellente stabilité dimensionnelle, ce qui signifie qu’il conserve sa forme et sa taille même dans des conditions fluctuantes de température et d’humidité. Ceci est particulièrement important pour les pièces automobiles exposées à des conditions météorologiques extrêmes, car cela permet d’éviter la déformation, le rétrécissement ou le gonflement au fil du temps. Cette stabilité dimensionnelle garantit un ajustement précis et des performances durables des composants, contribuant à la qualité globale et à la durabilité du véhicule.
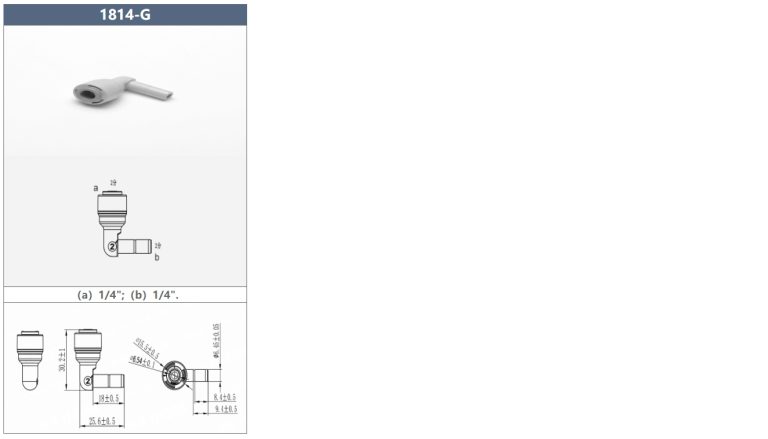
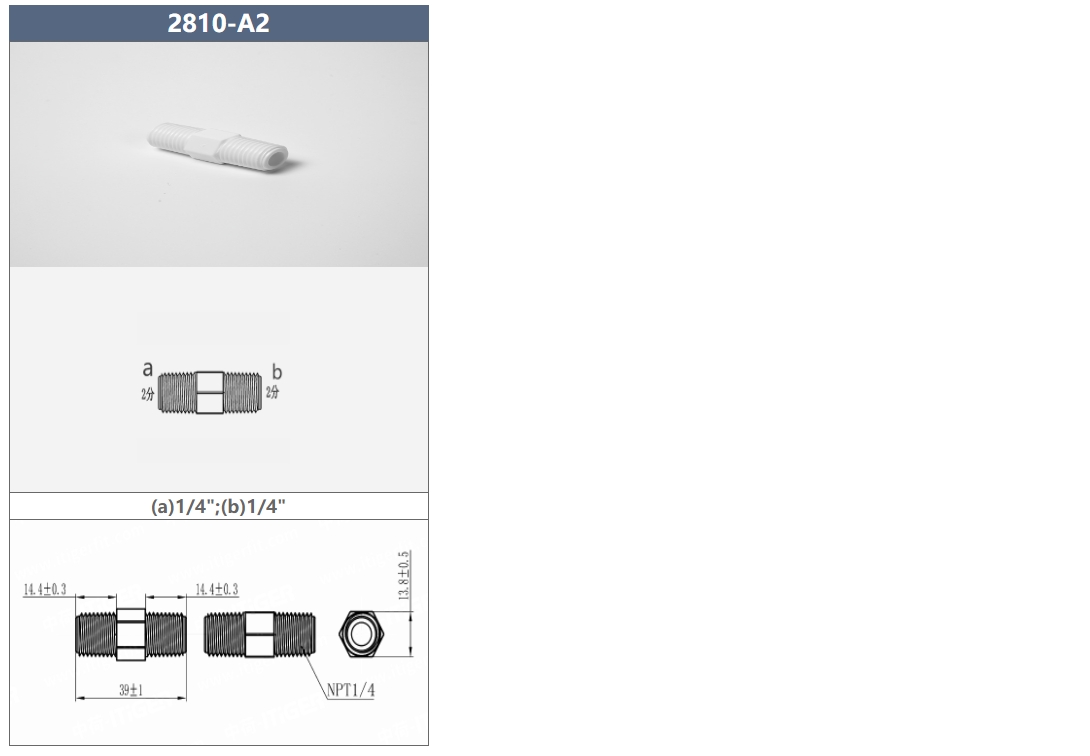
| Modèle | Tube(a) | Tige(b) |
|---|---|---|
| 1801-A | 1/4 | 1/4 |
| 1801-C | 1/4 | 3/38 |
Comment mouler et traiter correctement le PA66 13GF pour des performances optimales
PA66 13GF, également connu sous le nom de polyamide 66 avec 13 % de renfort en fibre de verre, est un matériau populaire pour une large gamme d’applications en raison de ses excellentes propriétés mécaniques et de sa haute résistance à la chaleur. Cependant, afin d’obtenir des performances optimales du PA66 13GF, il est crucial de mouler et de traiter correctement le matériau.
One L’un des facteurs clés à prendre en compte lors du moulage du PA66 13GF est la température à laquelle le matériau est traité. Le PA66 13GF a un point de fusion relativement élevé, généralement autour de 260-280°C, il est donc important de s’assurer que le matériau est chauffé à la bonne température pendant le processus de moulage. Ne pas le faire peut entraîner de mauvaises propriétés mécaniques et une performance réduite du produit final.
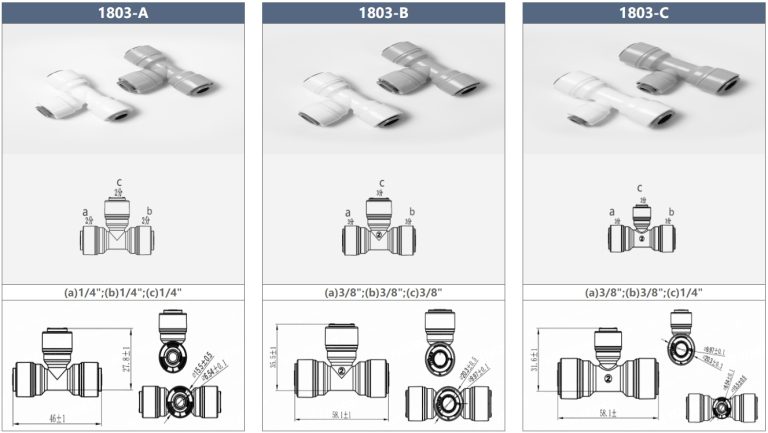
Modèle
| Tube(a) | Tige(b) | 1801-A |
|---|---|---|
| 1801-C | 1/4 | 1/4 |
| En plus de la température, il est également important de prendre en compte la vitesse et la pression d’injection lors du moulage du PA66 13GF. Une vitesse d’injection élevée peut contribuer à garantir que le matériau remplisse complètement et uniformément le moule, tandis qu’une pression d’injection élevée peut contribuer à réduire le risque de vides ou de défauts dans le produit final. Il est important de trouver un équilibre entre la vitesse d’injection et la pression pour obtenir des résultats optimaux.
Un autre facteur important à prendre en compte lors du moulage du PA66 13GF est la vitesse de refroidissement du matériau. Un refroidissement rapide peut contribuer à améliorer les propriétés mécaniques du produit final, mais il est important d’éviter des vitesses de refroidissement excessives pouvant entraîner une déformation ou une fissuration du matériau. Il est important de contrôler soigneusement la vitesse de refroidissement pendant le processus de moulage pour obtenir les propriétés souhaitées dans le produit final. |
1/4 | 3/37 |
En plus des techniques de moulage appropriées, il est également important de prendre en compte le séchage du PA66 13GF avant le traitement. Le PA66 13GF est hygroscopique, ce qui signifie qu’il peut absorber l’humidité de l’environnement, ce qui peut avoir un impact négatif sur les propriétés du matériau. Il est important de bien sécher le matériau avant le traitement pour garantir des performances optimales.
De plus, il est important de prendre en compte la conception du moule lors du traitement du PA66 13GF. Le moule doit être conçu pour minimiser les concentrations de contraintes et assurer un remplissage uniforme du matériau. Il est important d’examiner soigneusement la conception du moule pour obtenir les propriétés souhaitées dans le produit final.
Dans l’ensemble, un moulage et un traitement appropriés du PA66 13GF sont essentiels pour obtenir des performances optimales du matériau. En contrôlant soigneusement des facteurs tels que la température, la vitesse et la pression d’injection, la vitesse de refroidissement, le séchage et la conception du moule, il est possible de produire des produits de haute qualité dotés d’excellentes propriétés mécaniques et résistance à la chaleur. Le moulage et le traitement corrects du PA66 13GF nécessitent une attention aux détails et un examen attentif de tous les facteurs impliqués dans le processus. En suivant les meilleures pratiques et directives de traitement du PA66 13GF, il est possible d’obtenir des performances optimales et de fabriquer des produits de haute qualité qui répondent aux exigences d’un large éventail d’applications.

In addition to proper molding techniques, it is also important to consider the drying of PA66 13GF before processing. PA66 13GF is hygroscopic, meaning that it can absorb moisture from the environment, which can negatively impact the properties of the material. It is important to dry the material thoroughly before processing to ensure optimal performance.
Furthermore, it is important to consider the design of the mold when processing PA66 13GF. The mold should be designed to minimize stress concentrations and ensure uniform filling of the material. It is important to carefully consider the design of the mold to achieve the desired properties in the final product.
Overall, proper molding and processing of PA66 13GF is crucial to achieving optimal performance from the material. By carefully controlling factors such as temperature, injection speed and pressure, cooling rate, drying, and mold design, it is possible to produce high-quality products with excellent mechanical properties and heat resistance. Properly molding and processing PA66 13GF requires attention to detail and careful consideration of all factors involved in the process. By following best practices and guidelines for processing PA66 13GF, it is possible to achieve optimal performance and produce high-quality products that meet the requirements of a wide range of applications.